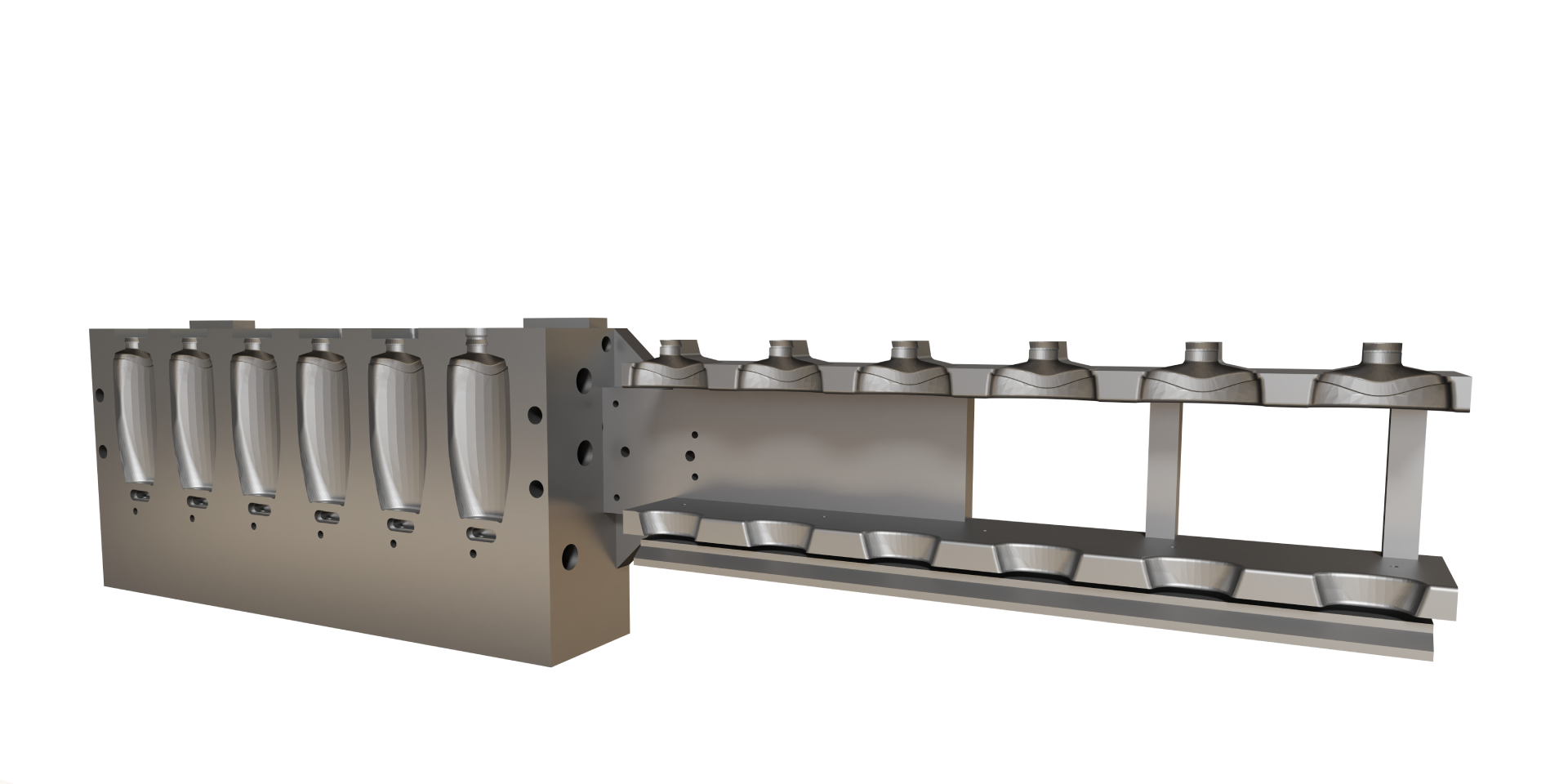
Enjeksiyon kalıplama, genellikle çelik veya alüminyumdan yapılmış ve özel aletler olarak hizmet eden kalıpları kullanır. Kalıp birçok bileşenden oluşur, ancak iki yarıya bölünebilir. Her bir yarım enjeksiyon kalıplama makinesinde sabitlenir ve arka yarım, kalıbın kalıp ayırma hattı boyunca açılıp kapatılabilmesi için hareket ettirilebilir. Kalıbın iki ana bileşeni, kalıp çekirdeği ve kalıp boşluğudur. Kalıp kapatıldığında, kalıp çekirdeği ile kalıp boşluğu arasındaki boşluk, istenen parçayı üretmek için erimiş plastik ile doldurulan kalıp boşluğunu oluşturur. Bazen, kalıbın iki yarısının birden fazla özdeş parça boşluğu oluşturduğu çoklu boşluk kalıpları kullanılır.
Kalıp taban gövdesi
Kalıp göbeği ve boşluğunun her biri kalıp tabanına monte edilir ve daha sonra enjeksiyon kalıplama makinesindeki levhalara bağlanır. Kalıp tabanının ön yarısı, kalıp boşluğunun tutturulduğu bir destek plakası, malzemenin memeden aktığı yolluk burcu ve kalıp tabanını meme ile hizalamak için bir yerleştirme halkası içerir. Kalıp tabanının arka yarısı, kalıp göbeğinin bağlı olduğu ejektör sistemi ve bir destek plakası içerir. Sıkıştırma ünitesi kalıp yarılarını ayırdığında, ejektör çubuğu ejektör sistemini harekete geçirir. İtici çubuk, ejektör kutusundaki ejektör plakasını ileri doğru iter, bu da ejektör pimlerini kalıp parçasının içine iter. İtici pimler, katılaşmış parçayı açık kalıp boşluğundan dışarı iter.
Kalıp kanalları
Erimiş plastiğin kalıp boşluklarına akmasını sağlamak için, kalıp tasarımına birkaç kanal entegre edilmiştir. İlk olarak, erimiş plastik ladin içinden kalıba girer. Kanalizasyon kanalları olarak bilinen diğer kanallar, erimiş plastiği kanaldan doldurulacak tüm boşluklara taşır. Her koşucunun sonunda, erimiş plastik, akışı yönlendiren bir kapıdan boşluğa girer. Bu kanallarda katılaşan erimiş plastik parçaya yapıştırılır ve parça kalıptan çıktıktan sonra ayrılmalıdır. Ancak bazen kanalları bağımsız olarak ısıtan sıcak yolluk sistemleri kullanılmaktadır, böylece içindeki malzeme eritilebilir ve parçadan ayrılabilir. Kalıp içine yerleştirilen diğer bir kanal türü ise soğutma kanallarıdır. Bu kanallar, suyun boşluğa bitişik kalıp duvarlarından akmasına ve erimiş plastiği soğutmasına izin verir.
Kalıp tasarımı
Kanalizasyon kanallarına ve kapılarına ek olarak, kalıpları tasarlarken göz önünde bulundurulması gereken birçok başka husus vardır. İlk olarak, kalıp, erimiş plastiğin tüm boşluklara kolayca akmasına izin verecek şekilde tasarlanmalıdır. Aynı derecede önemli olan, katılaşmış parçanın kalıptan çıkarılmasıdır, bu nedenle kalıp duvarlarına bir kalıptan çıkarma açısı sağlanmalıdır. Kalıp tasarımı ayrıca, ek kalıplama gerektiren alttan kesmeler veya dişler gibi parçanın karmaşık özelliklerini de hesaba katmalıdır. Bu cihazların çoğu, kalıbın yanından kalıp boşluğuna kayar ve bu nedenle sürgüler veya yan sürgüler olarak adlandırılır. En yaygın yan kapı tipi, harici bir alt oyuk oluşturmak için kullanılabilen bir yan göbektir. Diğer cihazlar, bir iç alt kesim oluşturabilen iç maça kaldırıcılar gibi, ayırma yönü boyunca kalıbın ucuna sokulur. Parçada diş oluşturmak için, dişler oluşturulduktan sonra kalıptan sökülebilen bir vida açma tertibatına ihtiyaç vardır.